Fastener Features – Screw Locking Methods
There are a number of ways to secure, or lock, a male threaded fastener into place. With bolts, this is typically done with nuts. But what about screws or studs? There are a number of features that can temporarily or permanently lock screws into position on fixtures. This week, we are going to highlight three screw locking methods: SEMS screws, interrupted (or interference) threads, and thread-locking patches.
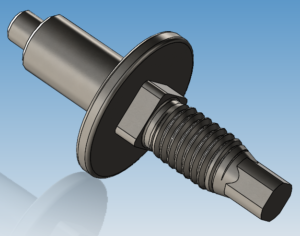
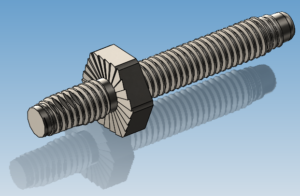
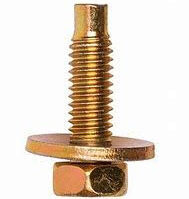
SEMS Screws
SEMS are a combination of a screw/bolt and permanently attached washer (or set of washers). The word SEMS comes from the Illinois Tool Works Inc. They originally made machines that produced pre-aSEMbled washers/screws.
SEMS are fast and easy to handle and assemble. Since they are already pre-assembled, there is less chance of components being missed in larger assemblies. But since they are permanent, the only way to disassemble them is to break the washer.
At Fastco, we have a dedicated SEMS unit that can assemble SEMS screws and bolts.
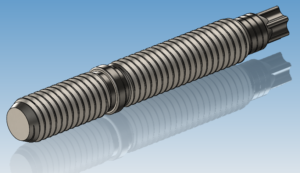
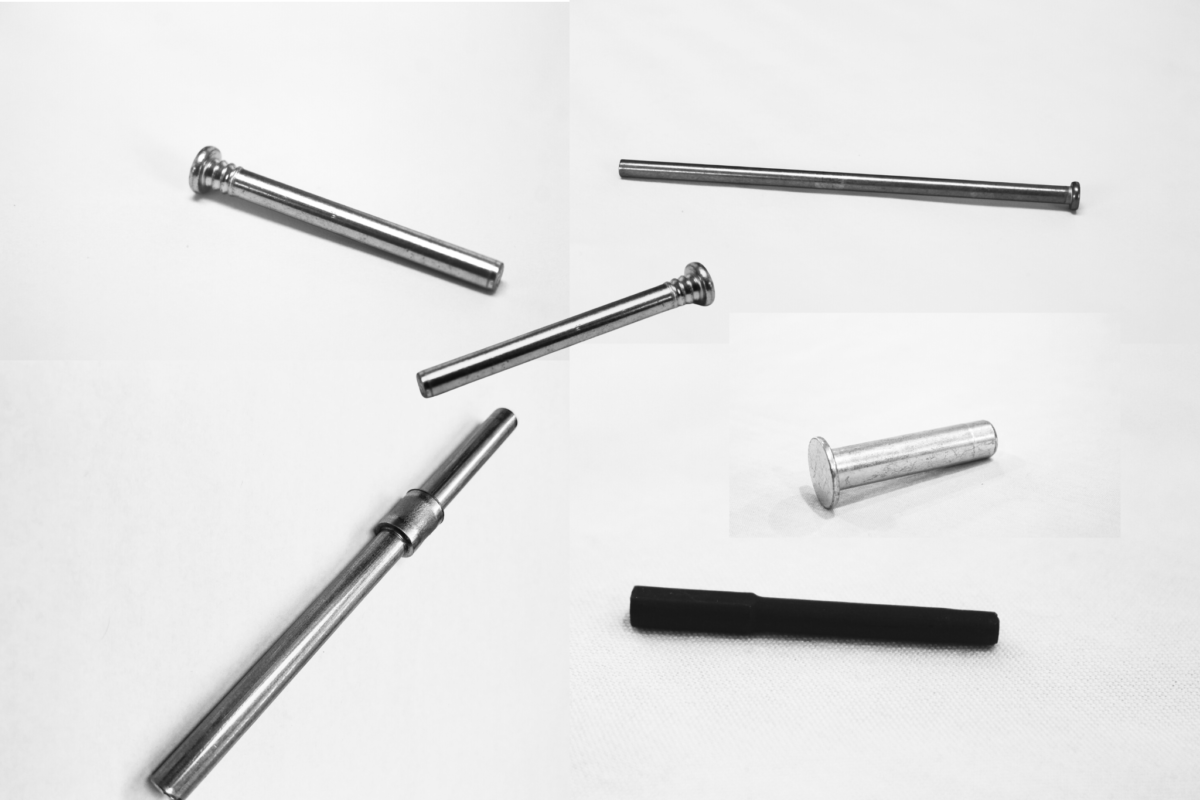
Interrupted Thread
An interrupted (or interference) thread forms when a groove cuts into the threaded portion of the screw or stud. Alternately, the thread could also be deformed in some capacity to create the interrupted thread. This interrupts the thread as it coils into the fixture. These are typically a feature on self-tapping screws.
If you are interested in learning more about interrupted threads, contact us and our engineers can help you determine if this feature is the right design for your fastener and assembly.

Thread-locking Patch
To create a thread-locking patch, one would apply an adhesive patch to the threaded area of the screw, bolt, or stud. This patch may be just a dot or it could wrap around the fastener. The patch may be nylon or another polymer adhesive. The patch increases the prevailing torque, providing vibration resistance and allowing the screw to lock into position when assembled. Since nylon-patch screws can withstand constant vibration and low-level heat without loosening, they are popular for the automotive and aerospace industries.
Here at Fastco, we partner with premier patch processors, including Nylok Corp and ND Industries.