A team member inspects parts for quality assurance.
The Quality at Fastco
The primary function of the Quality Department is ensure standards are met. This includes all required specifications, checks, processes, and procedures. Quality is critical to reducing costs and failures. We work to ensure that our customers are getting what they pay for by having parts within specification.
Everyone is on the Quality Team!
The Quality Department is here to help improve, correct, and ensure things are done properly. It is important to recognize that EVERYONE at Fastco is responsible for the quality of the parts we produce, even if they are not technically a member of the Quality Department. Everyone that touches a part, from cold heading to washing to sorting to entering orders, are part of the Quality Team, in a broader (and important) sense. At Fastco, we all contribute to the quality of our products. Following procedures and processes ensures there are no extra costs or dramatic losses due to a failure.
Thank you, Quality Team!
Thank you to the Quality Department for their efforts to keep our company IATF compliant and to deliver on our promises to customers. When there are quality concerns, members of the Quality Department are always the first to answer the call to assist. They will help with extra sorting & audits and generally help on the production floor. The team regularly goes above and beyond without complaint.
The Inspection Department’s primary function is to get quality parts to our customers on-time. Delivering quality parts on-time is critical to Fastco’s success. We need to meet our customers’ expectations and demands in order to be a successful company.
Inspection Department to the Rescue!
Inspection is often treated as a “hail Mary” operation – it is the last step to getting parts out the door. If other operations run behind, the Inspection team feels it the most. Often, they get tubs in the day before parts are due and are expected to sort them and get them out the door on-time. It’s an unrealistic expectation born of the reality of manufacturing. The Inspection Department handles unrealistic expectations well.
Trust the Process
In this department, team members are not just boxing up quality parts (although that may be the goal). They are also inspecting for quality concerns. For electronically sorted parts, they run each tub through multiple times due to false fallout and to reduce scrap. Quality and timing issues in cold heading and thread rolling all run downstream and affect inspection’s workload. Therefore, the more issues we catch on the machine, the better off the company is as a whole. Cold heading and thread rolling both work hard to stop quality defects on the machine before they reach the inspection department. But no one is perfect, which is why we work to have a process that is.
Through it all, the Inspection Department will do whatever they can do with the timing they are given. They continue to work hard and get parts out quickly. The department has a very high productivity rate and its members work well together as a team. It’s good to have a team that is so focused on meeting quality and timing demands, even when these two demands seem to conflict. The team trusts the process and serves our customers well.
PLUS – they have a robot on their team named Ellie. How cool is that?
Keeping heavy machinery such as cold heading equipment up and operational is no small task. At Fastco, we have an entire department of machine repair & preventive maintenance technicians, along with an onsite electrician that help keep our cold headers, thread rolling machines, inspection equipment, and general facilities running smoothly and efficiently.
Fastco’s maintenance department works diligently to keep production equipment running. The team performs repairs as needed and schedules planned maintenance to make sure that all key equipment is kept running without negatively impacting production because of machine down time.
A crew member cleans the floors at Fastco.
Due to the ongoing nature of maintenance, this department has team members working onsite through all three shifts. They are here to help keep the facility running smoothly, days, nights, and sometimes weekends. The amount of time spent behind the scenes doing preventive maintenance on the equipment and the upkeep of facility itself is huge. It may often be invisible to other team members, but it matters.
Our maintenance crew team understands how much it matters as well. They know that they impact the company’s bottom line. Profitability depends on productivity, and productivity depends on having machines up and running efficiently. By doing their jobs thoroughly, our maintenance team works to prevent down time first, and then reduce any necessary down time.
The main maintenance area at Fastco
These eleven team members are essential members of team Fastco and we want to say thank you to them for all the work they do. Maintenance at Fastco is critical and we appreciate everything you do.
At Fastco, we manufacture cold headed fasteners with steel. We’ve done some dabbling with other materials, such as aluminum and brass, but the vast majority of our work is with steel – carbon, alloy, and stainless steel.
What Is Cold Heading Quality Steel?
Cold Heading Quality Steel (CHQ Steel) requires a particular raw material chemistry in order to withstand the force applied to it while maintaining superior quality. It is used to form all sorts of fasteners, from bolts, screws, pins, and rivets to nuts, spacers, and bushings. The steel is drawn down into coils of wire, which can then be fed into cold heading machines and formed through a series of dies and punches.
Carbon Steels
Low, medium, and high carbon steels can all be used in cold heading. Lower carbon steels, such as 1010 which has a .10% carbon content, have relatively low tensile strength. However, low carbon steel is fairly easy to material to work into form.
A coil of carbon steel wire
Another example of a highly formable carbon steel is 10B21, which is a boron-containing carbon steel. Stronger than 1010, it is a major component in buildings, tools, ships, cars, machines, and appliances.
Alloy Steels
Alloy steels are contain a mix of several elements such as nickel, chromium, silicon, and boron. They typically fall into two groups: low alloy and high alloy.
Low alloy steels include 1541, a medium-carbon / medium manganese grade steel, which is both versatile and affordable. Other alloy grades such as 4037 or 4140 are higher cost and more common in the oil and gas and aerospace industries.
A B16 Bolt
High-alloy steels such as B16 perform well in high-strength industrial applications. B16 is a chromium, molybdenum, and vanadium steel that works well as a material for bolt manufacturing.
Stainless Steel
A comparably more difficult material to work with, stainless steel is popular across many industries due to its corrosion resistance. Austenitic stainless steel grades such as 302 and 304 are highly formable, particularly in annealed condition. Other high-nickel alloy stainless steel grades, such as high-temperature alloys like A286, martensitic stainless steel like 410, or ferritic steels like 430, are often more difficult to work.
304 Cold Heading Quality Stainless Steel
Cold forming is the superior method to form with stainless steel because it does not require heating, making for a safer and more energy (and cost!) efficient process. Fastco specializes in stainless steel cold formed fasteners.
For more than 50 years, Fastco’s primary industry has been automotive. As we look to diversify our products, we’ve moved into supplying fasteners for the construction, material handling, agriculture, and furniture industries. Now, we’re launching full-steam (full-sun?) ahead into supplying fasteners for solar panel manufacturing.
Renewable Energy
Renewable energy solutions are the future. The climate crisis has proved that reliance on fossil fuels is unsustainable. Companies are working on energy solutions and setting target dates for net zero emissions.
In the solar renewable energy sector, there are both individual and corporate tax credits and other incentives available for people and companies that install solar panels. These incentives were enhanced with the Inflation Reduction Act of 2022.
The Inflation Reduction Act of 2022 will be a catalyst for continued growth over the next 5 years, with an anticipated increase of 40% in solar deployment from 2023-2027. As a result, there will be a tripling of the US’s solar energy capacity.
Solar Panel Fasteners
At Fastco, we are seeing a boom in the number of solar fastener requests for quote and new business awards we receive. For solar installations, austenitic stainless steels like 302 or 304 are often preferred due the durability. Other steels can be used, typically with a zinc-nickel or such similar coating as Magni 565.
It is clear that we are on the cusp of a big boom in the solar panel manufacturing field. Fastco is excited to be a part of this industry’s growth. Fasteners are essential components in almost all fields. They hold the world together (literally!), and we love seeing our fasteners used in ways that improve our planet.
Fastco is MAThread® and MATpoint® licensed. These patented thread types are heavily relied upon in automotive applications because they eliminate seizing and jamming of fasteners with anti-cross thread technology. This is especially beneficial for difficult, high-volume assemblies, reducing cost by eliminating the need for expensive reworks caused by cross or false threading.
Many automotive OEMs consider MAThread® to be the standard for externally threaded fasteners. These include GM, Ford, Chrysler, Mercedes Benz, Volvo, and VW.
The most common design, MATpoint works effectively in most applications, except for when prying heavy components into place during an installation.
Very Short MAThread
As indicated by the description, this design has a very short end point. Therefore, this design works best for applications with problematic point clearance and limited angular misalignment.
Dog Point MAThread
Dog Point MAThread performs best on any difficult application or when prying heavy components into place during installation.
“P” Point MAThread
This design works best with difficult applications when the point clearance will not be an issue. In addition, it works well with thick stack-ups of multiple components.
Never-Jam™
If packing length and/or weight is a concern, this is the thread to use. It is effective up to and including 12 degrees misalignment.
Custom MAThread
MAThread can customize design criteria for special applications.
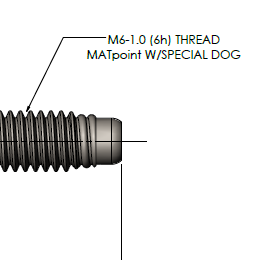
As an example of “custom,” here is a MATpoint design with a special dog.
Key Features of MAThread® and MATpoint®
Key fastener features of MAThread® and MATpoint® include:
Self-correcting: This makes thread damage or seizing impossible.
Easy-to-use: This allows any installer to use them without fear of fastener or part damage
Customizable: MAThread can meet customer’s specific needs.
Always improving: The design is regularly reviewed and made better.
In addition to automotive, MAThread® design can be used in a wide variety of industries, including construction, heavy equipment, motorcycles & recreation vehicles, and water craft.
For the last decade, Fastco has worked to increase our in-house tooling capabilities. From making less than a quarter of our tooling in-house, we’ve expanded to making about 80% of our tooling within our three onsite tool rooms.
Making our own tooling allows us to save money and time; we can make a tool set in less than half the time it would take to purchase one. This means we can pivot quickly on design changes and get prototypes out the door quickly.
In-House Tooling Improvements
In recent years, we have made some significant investments in our tooling equipment, including:
A Sodick VZ300L Wire EDM machine, which opened up our capabilities with shaped inserts and trims.
Fastco’s Sodick Wire EDM
Our CNC Mills (including a Haas VF2 CNC Mill and a Haas CNC Mini Mill), which we use to make our own knurl dies in-house.
A Haas TL1CNC Lathe, which has expanded our forming of steel solid pockets and punch inserts.
A Weldon CNC ID Grinding Machine, which reduced costs for some of our most expensive tooling (pocketed and tri-lobular inserts). Most importantly, its high level of precision allows us to get an exemplary surface finish, improving the performance of these tools.
Weldon CNC ID Grinding Machine
A laser marking system, which allows us to make all marking tooling in house at a near-zero consumables cost.
Why In-House Tooling?
Manufacturers that make their own tooling provide a huge value benefit to customers for the following reasons:
Decreased Lead Time: The current lead times for most purchased tooling is upwards of 8 weeks. We can make our tooling in less than half that time. If a design change happens, we work on the fly to change out the tool sets. If there is an out-of-stock scenario, we won’t need to short orders while we wait for tooling; we also won’t need to set up the machine again, adding wasted cost. If a customer needs prototype parts in less than 8 weeks, we can typically make that happen.
Improved Control Over Quality: Making our own tooling allows us to produce better parts. Our tooling produces a superior finish on parts with tighter tolerances and a better total indicator reading (TIR). If we struggle with forming a part on a machine, we can make tooling adjustments to improve the quality of the part.
Lower Cost of Tooling: Not having to order tooling cuts down on freight costs. Making our tooling reduces costs associated with unnecessary downtime. It also reduces the need for extra outside processing trips and unnecessary extra setups.
Fastco’s Tooling Equipment
Fastco has a wide-range of tooling manufacturing equipment, including:
Manual ID, OD, and Surface Grinders
CNC ID & OD Grinders
Honing equipment
CNC Lathe, as well as manual and speed lathes
CNC Mills and manual mills
Blanchard
Laser Etcher
These machines give Fastco the ability to grind, engrave, turn, mill, drill, and hone our tooling. In addition, we have a wide-range of inspection equipment, including a CMM, comparator, and Keyence, along with micrometers, calipers, and gage pins. We also have a manual arbor press and a hydraulic press for toolset assembly.
Content for this article was contributed by several key personnel at Fastco who have driven this shift and overseen it over the last several years. Thank you to Nate Barger (Tool Room Team Leader), Aaron Headrick (Purchasing Manager), and Tom Fredricks (Assistant Tool Room Team Leader).
There are a number of ways to secure, or lock, a male threaded fastener into place. With bolts, this is typically done with nuts. But what about screws or studs? There are a number of features that can temporarily or permanently lock screws into position on fixtures. This week, we are going to highlight three screw locking methods: SEMS screws, interrupted (or interference) threads, and thread-locking patches.
SEMS are fast and easy to handle and assemble. Since they are already pre-assembled, there is less chance of components being missed in larger assemblies. But since they are permanent, the only way to disassemble them is to break the washer.
At Fastco, we have a dedicated SEMS unit that can assemble SEMS screws and bolts.
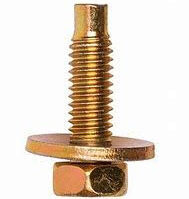
SEMS Fastener
Interrupted Thread
An interrupted (or interference) thread forms when a groove cuts into the threaded portion of the screw or stud. Alternately, the thread could also be deformed in some capacity to create the interrupted thread. This interrupts the thread as it coils into the fixture. These are typically a feature on self-tapping screws.
If you are interested in learning more about interrupted threads, contact us and our engineers can help you determine if this feature is the right design for your fastener and assembly.
Stud with an interrupted thread just above the washer.
Thread-locking Patch
To create a thread-locking patch, one would apply an adhesive patch to the threaded area of the screw, bolt, or stud. This patch may be just a dot or it could wrap around the fastener. The patch may be nylon or another polymer adhesive. The patch increases the prevailing torque, providing vibration resistance and allowing the screw to lock into position when assembled. Since nylon-patch screws can withstand constant vibration and low-level heat without loosening, they are popular for the automotive and aerospace industries.
Here at Fastco, we partner with premier patch processors, including Nylok Corp and ND Industries.
When it comes to buying in bulk, the old adage “the more you buy, the more you save” holds true across many industries. For cold heading manufacturers, the benefits of bulk ordering are especially significant.
That’s because cold heading is a bulk manufacturing process. But what exactly does that mean? It means we need to produce quantities of about 50,000 (although this can vary between 25,000 and 100,000 pieces, depending on the part size) or more at one time to be cost-effective.
There are two main reasons for this:
The upfront cost of cold heading tooling and development.
Our cold heading tooling averages between $2,000 and $6,000 to initially produce. If you are only making a one-time, low-volume purchase, you may end up paying this cost upfront or amortized over the smaller volume run. If you are ordering in large volumes for long-term jobs, Fastco does not charge for or amortize upfront tooling. The tooling is perishable and wears out over time, so there are ongoing tooling costs over the life of a long-running job. However, this is all part of the expense of manufacturing the part, and is not impacted by lot size or estimated annual usage.
Cold heading tooling in a shuttle in Fastco’s tool room.
Initial development time is the other piece of the upfront cost. Our engineers have to work through how cold heading progression should work on the machine. This brings us to the next expense.
The machine setup time in cold heading.
While upfront costs are expensive, the biggest reason cold heading is considered a bulk process is the machine setup time. This is an ongoing expense that occurs with every order. True, the initial machine setup time on a brand new part might be longer than the average set up time for an established part. Still, the setup time will always be there.
Machine setup times are typically between 3 and 8 hours. Setup costs per hour, including labor, are between $100 and $120. This means a setup costs between $300 and $1,000 per job. If the job is 250,000 parts, the cost impact is negligible. If the job is only 10,000 parts, the cost of a setup will likely be higher than the cost of material. It could easily double or triple the overall cost of the part.
Senior setup techs work on setting up a cold heading job.
Beyond cold heading, if a part needs to be thread rolled, the same setup cost factors would apply. In addition, if the part needs to be sent for outside processing, there are typically minimum lot charges. These can range widely, from $50 to $1,250 or more, depending on the process.
For all of these reasons, it’s obvious that bulk ordering is the most cost effective strategy for purchasing cold headed fasteners. So if your company is going to need 50,000 parts over the course of three months, we recommend placing an order for that full 50,000 parts. Don’t have space to hold all 50,000 parts? Let us know! We offer releases on blanket purchase orders. Talk to our sales team and we’ll be happy to help figure out how to get you the most and best product for your money.
It might seem basic: cold forming is when parts are formed “cold.” In other words, the metal is room temperature when the parts start the forming process. It is a high-speed and high-pressure forging process in which a coil of wire material is fed into a machine and progressively formed into shape with dies and punches or blows.
The Process – Progressive Forming
Cold forming uses a process known as progressive forming to gradually develop the part from a slug (a section of material cut from the coil of material) to its final shape, or close to it. The forming progressions are different for every part. The more complex a part, the more steps in the process. Likewise, the harder the material, the more blows may be necessary to reach the final shape. Fastco has a great deal of experience working with harder-to-form materials such as stainless steel and high-nickel alloys.
An operator feeds wire into a cold heading machine.
Common forming techniques include upsets and extrusions. Upsets involve reducing the slug in height and increasing the starting diameter. There are two types of extrusions. Forward extrusion is when the material is forced through a small diameter hole in order to reduce diameter and increase length. Forcing the material around a punch/pin to form a hole in the part is known as backward extrusion.
The Benefits of Cold Forming
Using speed and pressure to form parts has many benefits. There is very little scrap in the process, as it involves shaping the metal, not cutting, shaving, or drilling it like screw machining, which can lead to almost 60% metal waste. In addition, the process is efficient and cost effective when manufacturing bulk quantities. At Fastco, we consider “bulk quantity” to mean over 50,000 parts, although this varies depending on the size and complexity of the part.
Cold headed parts are also harder and stronger than hot forged parts. Parts formed by cold heading have a better surface finish, sometimes requiring no finishing work at all. While the process cannot meet the tight tolerances of precision machining, cold heading is still more precise than hot forging with dependable and reproducible results.
A tub of parts.
What Cold Forming Can Make
A wide variety of fasteners can be cold formed, including screws, rivets, pins, bolts, bushings, and nuts. Whether or not a part is formable for Fastco specifically depends on several factors.
At Fastco, our machines form male fasteners, meaning nuts are outside of our capabilities. We do have the capacity to make some bushings and semi-tubular parts, depending on the dimensions.
Formable or Not?
The type of material, tolerance scheme and the features of the part matter. Some parts might be formable out of carbon steel, which is easier to manipulate, but not feasible with stainless steel. There are also certain features that are not able to be performed with cold heading, such as holes through the side of a part. Fastco does have the ability to send out for outside machining operations such as grinding, turning, and drilling and tapping. In addition, we have a thread rolling department capable of adding threads, knurls, fetters, points, and grooves to cold formed parts.
The size of a part matters, too. For example, our diameter range is between 3mm and 18mm; we would not be able to form parts that are outside of that diameter range. Within those limits, not every cold forming machine that we have has the same range. Our larger machines typically handle our bigger and/or more complex parts. A really small, complex part might not be big enough to run on a larger machine.
That’s why we always want to see component prints and to hear from you about the functionality of the part. Knowing what you need the fastener to do can help us determine if a tweak to the diameter, a different material, or a tolerance adjustment will make this a feasible part for us that will function just as well, if not better, for you.